1.main函数
1.系统初始化
本项目作者: 汇川技术 初始化
D0 = 0 初始正常状态-按下停止按钮
D0 = 1 急停停机状态
D0 = 2 断料停机状态
D0 = 3 伺服故障停机状态
D0 = 8 系统正常运行状态-按下启动按钮
这里D0在程序中代表着设备的...
π³朱子文
6年前 (2018-09-01) 4740℃ 0评论
9喜欢
运行界面,贴合模式下,可以进行米数的显示,贴合速度的显示.当运行按钮按下之后,是不能进行模式切换的,而且不能进行点进或者点退.
在运行状态下,各个轴是不能进行使能或者断使能的.这是出于系统安全性的考虑.气缸必须是在点击气缸开启,并且在系统运行后才会起作用.
裁切模式下,...
π³朱子文
6年前 (2018-09-01) 4510℃ 0评论
5喜欢
本项目使用的PLC是汇川技术H3U小型PLC.PLC程序执行的顺序如下:
1.D元件掉电保持
2.M元件掉电保持
3.C计数器掉电保持
4.T定时器掉电保持
转载请注明:燕骏博客 » 贴合机裁切机项目总结之8:PLC中掉电保持元件DMCT...
π³朱子文
6年前 (2018-09-01) 3245℃ 0评论
2喜欢
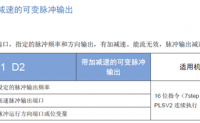
1.发脉冲指令
根据工艺需求,这里我们使用的带加减速的可变脉冲输出指令PLSV2,不带加减速的指令是PLSV.在贴合模式下,就是一直发脉冲即可.根据旋钮电位器调节的速度,以及相关的参数转换成发脉冲的频率,即可实现要求的速度.
这里需要注意以下几点:16位输出频率范围最小...
π³朱子文
6年前 (2018-09-01) 4316℃ 0评论
3喜欢
贴合机裁切机项目总结之6:收放卷恒张力控制卷径计算等工艺算法介绍
1.卷径计算
转动情况下,根据转矩公式T = F*r,可以知道如果我们的力不变。那么我们的T和r是正相关的,在收放卷工艺中卷径是实时变化的,所以我们要计算出实时变化的卷径,然后才能间接的计算出实时的转矩。这个项目中...
π³朱子文
6年前 (2018-09-01) 26881℃ 0评论
44喜欢
贴合机裁切机项目总结之5:canlink配置
0.注意事项
Canlink发送数据是有一定的极限的,如果发送的数据较多的情况下,我们建议使用事件M元件触发canlink数据发送,而不是通过时间来一直发送。时间发送的话,对于实时性要求不高的数据,我们建议设置50ms甚至100ms或...
π³朱子文
6年前 (2018-08-31) 3914℃ 0评论
5喜欢
贴合机裁切机项目总结之4:伺服参数配置
1.收放卷转矩轴
汇川IS620P伺服,RS485转USB通信线连接电脑后,可以打开汇川技术的InoservoShop连接上伺服之后,就能通过上位机调试设备了.IS620P伺服,调试线是网口的插到CN3或者CN4上即可.
1.基本控制参数H...
π³朱子文
6年前 (2018-08-31) 5427℃ 0评论
3喜欢
贴合机裁切机项目总结之3:项目接线
1.伺服与PLC 通信接线
本项目中十个伺服轴和H3U小型PLC之间使用的是canlink通信,除了牵引轴需要使用脉冲控制外其他控制全部使用的是通信。通信这里采用的是手拉手串级连接方式,将canlink通信线连接到IS620P的CN3...
π³朱子文
6年前 (2018-08-31) 4608℃ 0评论
5喜欢