钢板制袋机项目简介
本系列准备写如下篇幅博客:
- 钢板制袋机项目简单介绍
- 钢板制袋机项目详细功能需求
- 钢板制袋机项目硬件及接线介绍
- 钢板制袋机伺服参数配置
- 钢板制袋机canlink通信配置
- 钢板制袋机电子凸轮核心工艺介绍
- 钢板制袋机色标追标工艺介绍
- 钢板制袋机先切后送先送后切工艺介绍
- 钢板制袋机放卷伺服卷径计算及稳定算法介绍
- 钢板制袋机放卷伺服张力摆杆PID控制方法
- 钢板制袋机拉料变频器程序介绍
- 钢板制袋机报警处理及其复位功能实现
- 钢板制袋机PLC梯形图程序框架梳理
- 钢板制袋机HMI界面功能介绍
-
钢板制袋机项目优化思路分析
大致写这么多篇博客文章,这是计划的。可能写的时候,有所变化。
<
p style=”text-align: center”>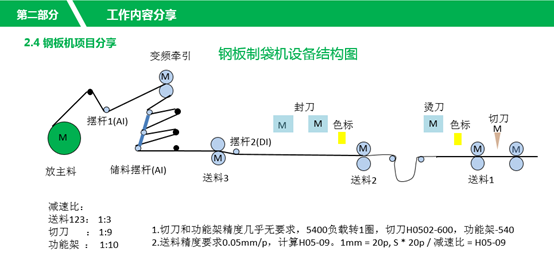
这个设备名称是钢板制袋机,属于包装行业的设备。用来切割烫封袋子用的。整个项目使用了10套IS620P汇川的伺服系统,2个MD200小型变频器。PLC使用的是汇川技术的小型PLC-H3U。PLC和IS620P及MD200小型变频器使用的是汇川技术的canlink(基于can)通信协议。关于电气方面的详细介绍,我们将在后面的系列文章中进行说明。
客户设备机型属于非标设备,也就是说可能会经常改机械结构,为了应对这种情况,我与客户方面积极沟通,将按照他们需求的最复杂的设备来写程序(程序删除功能的时候好删,但是添加功能就比较困难了),所以先做一个包含最多功能的程序。咱们下面从后往前一点一点给大家分析一下这个设备哈:
放卷部分:
放卷可能会采用伺服电机,也可能采用磁粉制动器(给一定电压,输出一定阻力的装置,只有阻力没有动力)。这里程序中根据HMI或者开关来确定是否启用这个功能。因为放卷是从大卷到小卷变化的,我们要控制袋子料上的张力恒定。我们实际控制的是电机的转矩,这里有公式:T = F *R。这里我们放卷卷径是变化的,所以为了控制恒张力,我们就需要计算卷径。卷径通过线速度相等或者线长相等计算(具体计算方法见以前的博客,或者后面的几篇博客)。然后因为开环的并不稳定,这里又加了摆杆来进行外部闭环控制,采用的算法是经典控制理论-PID。这里我们设置了摆杆目标位置,然后通过实时采集摆杆的反馈位置,来实时计算偏差。接下来就要进行PID计算了……
拉料变频器:
这里使用的是多重摆杆,是为了多储料,因为前面的拉料轴速度很快,加减速过程很短,而最后面的放卷部分加速需要时间,所以就需要这么一个缓冲部分。
功能架及切刀轴:
图上烫刀,封刀都是功能架,切刀是切袋子用的。这些伺服电机功能都是完全一致的,都是一致连续转动的。电机匀速转,然后通过机械机构转换成切刀和烫刀往复匀速的上下运动。这样就能进行切袋子和烫袋子的动作了。烫刀封刀切刀4个伺服的脉冲接收口都接到H3UPLC的Y0脉冲输出口(1拖4)
送料轴:
送料轴是走一下,然后停下来进行切割。所以这里涉及停-切-停-切这样的工艺。又因为客户有无张力需求,所以加了2个色标配2个独立的伺服。送料3和送料2伺服的脉冲口接在一起,这里由于机械原因,送料2和3中间袋子可能会松会紧,所以就外加了一个光电摆杆来切换送料3的电子齿轮比。
转载请注明:燕骏博客 » 钢板制袋机项目系列博客(一):项目简介
赞赏作者 微信赞赏
微信赞赏 支付宝赞赏
支付宝赞赏