|
1 |
一:系统的结构分析:
多轴凹版印刷是当前印刷工艺中比较成熟的工艺,凹印机实现原理的控制有两种,一种是多轴之间通过机械的耦合,由一台主机拖动;一种是多轴之间的传动完全没有任何机械上的连接,各轴独立电机驱动。前者一般称为有轴传动,后者称为无轴传动或电子轴传动。鉴于国内无轴传动技术不成熟,本文不作讨论。以下是一台典型的有轴传动的印刷机的结构性示意图。
|
1 2 |
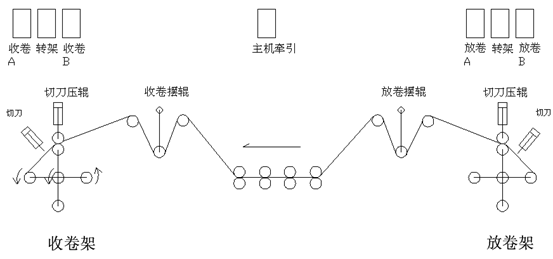
附图1:有轴连接的凹版印刷机机械构造示意图 |
从上图中,我们可以看出,系统的关键传动点只有3个,放卷,牵引和收卷。至于转架,其他的切刀控制等,在系统中不过承担辅助的工作。
那么系统中主要的控制模型就是我们的MD320的PID典型应用方案或者MD330的卷曲控制方案的应用。而对于这样的典型应用,无须多言,是应用非常成熟而且可靠的方案。
可以参考<汇川变频器在7电机凹版印刷机系统中的应用>一文.
本文主要从系统的工艺着手,分析我们在为客户提供整体解决方案时,应该注意到那些控制要点和控制逻辑,这样有助于提高我们在客户面前展现更多的专业精神和形象,提高客户对我们这支专业队伍的信赖感。
二:应用的基本原理
凹印的基本原理是:依赖各个印刷辊上面的不同的图案,以及图案中的深浅层次变化,印辊吸墨的程度不同,对于承印物着色发生不同层次的颜色变化,就可以印出多层次,多颜色的各种图案。印刷辊的制成一般有手工版,电雕版,和激光版。多数采用电雕版,高级印刷品则采用激光版。
那么,在印刷过程中,有两个指标是要严格控制的。一个是保持承印物的恒张力,一个是保持套色的高精度(就是平时所说的精确套色)。在机械轴连接的机械中,后者是由专门的装置来控制的,基本上与我们的电气控制系统无关,因此,我们需要关注的是:保持系统的恒张力,保证用户操作的方便性,和控制系统的可靠性。
通过以上的分析,对于我们的关键控制点已经有了一个比较清晰的了解。剩下的问题,就是一些控制逻辑和可靠性的问题。
三:控制系统中需要注意的问题:
1:收放卷轴的换卷问题:
工作中,当一个轴已经收到了一定的直径之后(我们暂且称之为工作卷),需要自动的切换到另一个空卷(我们暂且称之为待换空卷)。完成这个过程需要换卷电机,收卷A,B轴电机,切刀压辊气缸,换卷切刀的配合。这是个值得注意的问题。
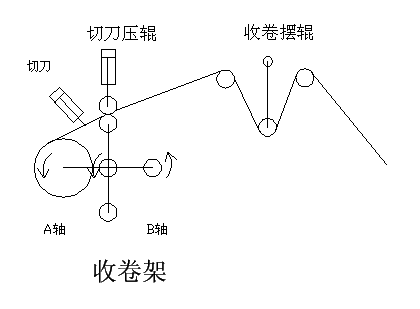
附图2:换卷的工作过程示意
分析附图2。换卷过程描述如下
A:当A轴已经收到一定直径,用户开始发出”接料预备”命令,此时要求B轴开始运转,运转的的角速度应当是当前线速度除以空芯直径,这样当从A换到B时,才能够保持过渡阶段的速度的平稳.
B:同时换卷电机开始运转,直到运转到一个合适的位置(取决于换转定位传感器的安装位置)即停止运转
注意:A过程和B过程实际上没有很严格的顺序关系,A前B后或B前A后都是没有问题的,看用户的习惯问题.转轴运转的过程中应当发出相关的声光指示,提醒操作员注意安全问题.
C:换转架到达位置之后,换卷电机停止,B轴依然以指定的角速度旋转,等待用户发出”接料命令”.此时,用户也可以发出”接料解除”命令,也可以命令换卷架正转/反转命令,以便做相关的手工操作.
D:用户发出”接料”命令,则切刀压辊下压,下压的作用正好使承印物粘在B轴上(此时B轴是工作在预速度状态,A轴绝对不允许停止,否则造成切不断,换卷失败),经过一定的延迟时间,切刀动作,B轴可以成功的接料
E:B轴接料成功,切刀辊和切刀复位,在确认切刀复位以后,才可以正式停止A轴.
如此,换卷成功.
2:关于预驱动命令的启动命令的时序问题.
预驱动信号的作用在于使待换空卷自动匹配线速度,保持换卷过渡阶段的线速度不突变.但是随着卷径的变化,预驱动是必须要撤消的,使电机工作在正常控制模式下.这个时间根据现场观察来调整比较合理.
还有一个需要注意的问题是:在系统刚在启动预驱动时,为避免预驱动速度未到达预定速度,而此时用户发出”接料命令”,将导致换卷的失败,虽然这种问题不一定会发生,但是,我们在程序中处理时,一定要有一个合理的延时,即使用户发出”接料”命令,时间如果到达则执行接料动作,时间如未到达则应该记忆这个接料命令,此时并不执行接料工作,待时间到达后,才执行接了命令,同时撤消”接料”命令.这样的做法可以避免用户的操作不一定要按照我们的程序规定来做,即使早些,迟些发出”接料”命令都没有关系.
3:关于某一线速度情况下的最大收放卷直径问题.
在某客户的后期观察中,发现这个问题:
当线速度工作在45M/MIN的时候,收卷直径增大到350MM,收卷失去张力,导致停机出现废料.
测试:不拉料,将线速度固定在45M/MIN,启动空轴,保持摆杆在中间平衡位置,发现收卷变频的工作频率为8.6HZ左右.再换到350MM轴,其他条件不变.启动收卷电机,发现工作频率在0.1HZ.
分析:当系统工作在一定线速度时,由于收卷直径的不断增大,输出频率肯定是随着卷径的增大而减小的,也一定有减到0的时候,至于何时减到0,在于收放卷的机械传动比,本系统中45M/MIN的线速度,直径增加到350左右即减小到0.
验证:重新收空卷,其他条件先不变,让国伟小李观察收卷变频器的工作频率,在8.6HZ左右,然后增加线速度,收卷速度立即随着线速提高.从而说服小李是机械传动比的设计问题.小李接受了这样的观点,表示应该修改传动比.我建议他们修改传动比为3:1或3.5:1,过高可能不利于PID控制的稳定.造成调节困难.
建议:
a:当我们给客户提供整体解决方案时,尽可能取得基础设计数据资料(例如最高工作速度,正常工作速度,传动关系图和传动比),初步核算一下减速比对于系统的影响,这样既可以避免留下隐患,也容易使客户认同我们的专业精神,从而认同我们的品牌.
b:对于系统的电气图,I/O分配表,HMI和PLC关联地址表,和简单工艺描述,我们应该形成标准文件,这样,当我们的设备需要联保时,即使是程序设计者做现场服务,也可以迅速的找到程序中的相关问题,从而快速的解决问题.
由于我自身对于印刷系统的认识的局限性和对MD330系统的预驱动的工作时序和周边条件了解不太多,很多的问题停留在感性阶段,但是希望可以抛砖引玉,不失为一种很好的交流学习方法.欢迎各位讨论指正.
转载请注明:燕骏博客 » 多轴凹版印刷机系统的结构分析和电气控制分享
赞赏作者 微信赞赏
微信赞赏 支付宝赞赏
支付宝赞赏