说明:该文档是基于当前对市场端已出现使用经验整理的应用指导 ,由汇川技术工程师总结,由Julius_wen发布
一、伺服驱动器
1.脉冲输入光耦异常问题市场应用指导
1.1 问题背景
市场返回了10台左右同样是脉冲输入异常的IS600P和IS620P驱动器,经检测其中有一两台是脉冲输入口的亿光光耦物料有问题,而大部分机器都是检测正常的。
本维护指导可供市场人员参考,用来判断机器是否真的已坏,以及确认机器已坏后应该如何处理。
1.2 故障排查指导
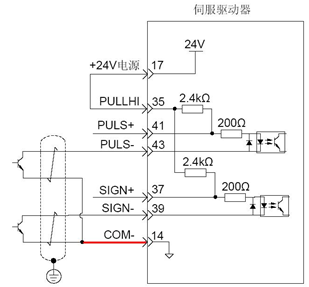
1、确认现场脉冲输入口的接线方式,是”差分输入”方式还是”集电极开路输入”方式。判断方法:”差分输入””方式,信号线两端直接接在PULSE+,PULSE-( SIGN+,SIGN-同理),如图1;”集电极开路输入”方式,将一个开关(通常是继电器或者三极管)串联在PULSE+,PULSE-(SIGN+,SIGN-同理)两端,并接入+24V电源,如图2,图3。确认接线方式后,请测量差分信号幅值或+24V电源幅值。
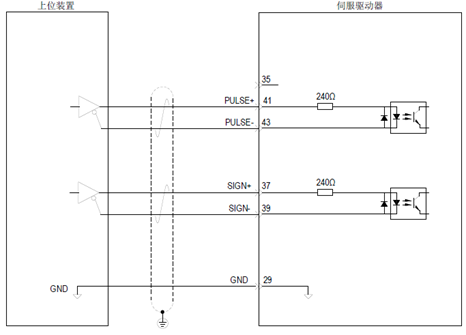
图1 差分方式
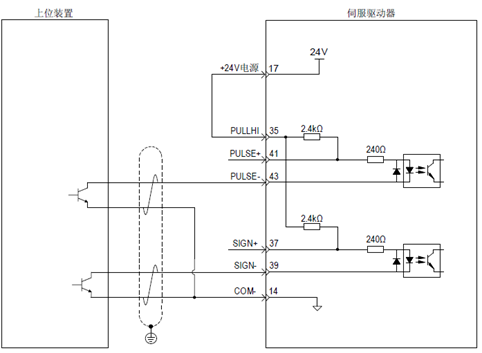
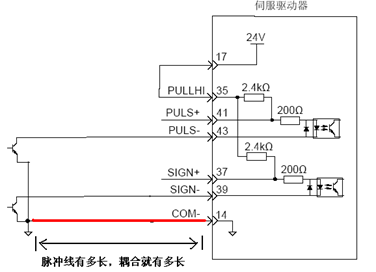
图2 集电极开路方式,驱动器内部+24V电源
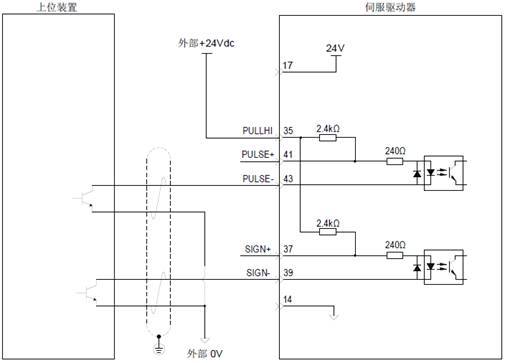
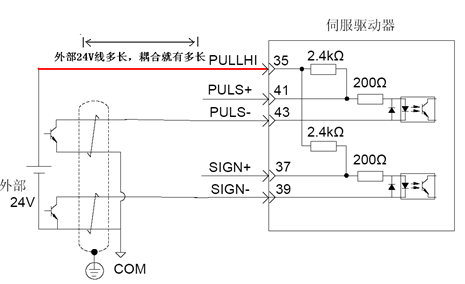
图3 集电极开路方式,外部+24V
2、如果出现以下正/反转不正常的情况:
①无论给定正转或者反转信号,都正转,或者都反转。请用万用表检查方向信号输入是否断线,如果接触良好,说明机器损坏,请看”备注”。
②给定相同方向的信号,电机时而正转时而反转。请先检查是否接触不良,以及信号线是否可靠屏蔽,如果都正常,说明机器损坏,请看”备注”。
3、如果电机运动距离偏多或偏少:
检查现场信号线是否可靠屏蔽,并接触良好。确认屏蔽和接触都没有问题后,控制上位机发送一定数量的脉冲,比如10万个,通过伺服面板观察功能码H0B-13(输入脉冲指令计数器):
①若H0B-13增加的值和发送脉冲数量相等,则驱动器正常,请检查现场应用的上位机程序是否多发或者少发脉冲。
②若H0B-13的值不增加,说明驱动器损坏,请看”备注”;
备注:①2014年11月之前生产的驱动器脉冲输入口采用的是亿光光耦,已分析出该物料有问题,因此2014年11月之前生产的驱动器如果损坏,请直接返回维修,不需要FA!
②2014年11月份以后的驱动器是AVAGO光耦,并非亿光光耦,如现场确认光耦损坏,请注明接线方式,信号幅值,信号频率以及故障现象,返回FA。
2.伺服脉冲输入干扰问题市场应用指导
2.1 问题背景:
情形1:以IS600/620为例,如果是普通脉冲口OC输入、且输入频率接近200K,那么这时就很容易出现脉冲信号脉宽过窄、被滤波环节给滤掉,从而出现大量丢脉冲的情况。
情形2:如果输入脉冲的频率只有几K/几十K,而经常出现丢几个/几十个,或者多几个/几十个脉冲的情况,那么这种情况很可能是干扰造成的。
情形3:伺服每次只在换向瞬间,出现脉冲数多/少一个或者两个,其它时间没问题,那可能是上位机的脉冲信号超前方向信号了。
2.2、处理措施:
情形1:
A:那么可以适当把H0A24(脉冲滤波参数)调小;或者建议客户修改电子齿轮比,把输入脉冲的频率降下来;
情形2:
A:适当把H0A24调大。这里要注意,H0A24可设的值与脉冲频率有关,不能无限调大,否则会把正常的信号给滤掉;输入脉冲的频率越低,脉宽越宽,H0A24可设的值就越大;默认电子齿轮下,如果输入脉冲对应的转速不高于3000转/分,可以把H0A24设成30,现场可按这个比例,根据电子齿轮比、最高转速来设置。
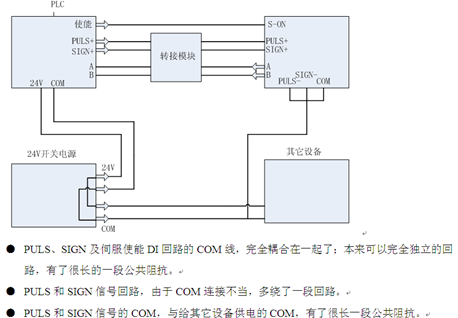
B:检查脉冲回路是否与其它回路有耦合,产生公共阻抗干扰。下图是一个典型的引入公共阻抗干扰的接线方式,要注意避免。
情形3:
A: 上位机时序要稍调整一下,让脉冲信号略滞后于方向信号。
2.3 接线推荐:
比较合理、规范的接线:尽量避免信号线相互之间耦合、避免信号回路与供电回路、共抗干扰回路耦合:
A: 普通脉冲口,5V差分输入时
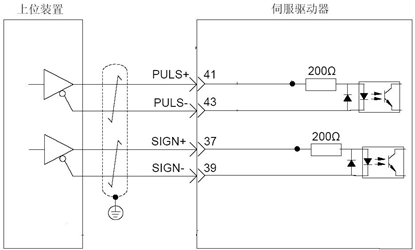
这种接线方法,PULS回路、SIGN回路,与其它任何回路都没有耦合;信号、与伺服内部,完全由光耦隔开了。这种情况下,脉冲信号受干扰的可能性很小。
B:OC输入,使用外部24V时,且在上位机侧接上拉电阻时
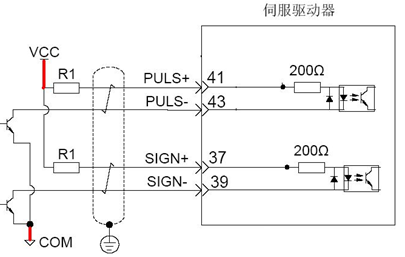
这种接线方法,PULS回路、SIGN回路,与其它回路都没有耦合;PULS回路与SIGN回路,只在上位机侧的供电线这里,有较短的耦合,受干扰的可能性也很小。
C:OC输入,使用内部24V时,且上位机输出信号不共地时。
这种接线方法,PULS回路、SIGN回路,只在驱动器侧的COM线这里,有较短的耦合,只要注意驱动器侧的COM线采用单点连接方式,就可以避免。受干扰的可能性也很小。
D:当上位机输出的信号本身就共地时,推荐以上B接法,使用外部24V接线;当上位机输出的信号本身就共地,且要求使用驱动器内部24V接线;或者客户使用外部电源,且要求使用伺服内部的上拉电阻时,在24V、COM上的耦合会比较多。
这两种情况下,只要保证耦合只是信号间的耦合,一般不会出现问题。要求:
脉冲回路的COM线、24V线,不要与任何设备的供电回路耦合,如果不能避免,尽量使公共回路尽可能短。
上位机与伺服驱动器要保证接地良好,必要时可用一根低阻抗接地线(短、粗)把上位机接地点与伺服驱动器上的接地点连起来。
在第二点的前提下,脉冲线采用屏蔽线,双端接地;如第二点无法保证,不要采用双端接地。
重要性:第一点>第二点>第三点。
E:当使用高速脉冲口,上位机输出信号是5V差分信号时:
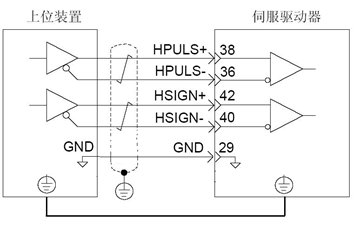
上位机与伺服驱动器要保证接地良好,必要时可用一根低阻抗接地线(短、粗)把上位机接地点与伺服驱动器上的接地点连起来。
脉冲线采用屏蔽双绞线,双端接地。
上位机信号参考点GND,与驱动器的信号参考点GND,在信号线缆屏蔽层内连起来。
3.伺服D0输出不受控伺服问题市场应用指导
3.1 问题背景
市场经常反馈IS600\IS620系列伺服DO输出电路失效,经分析基本都是由于DO负载电路接线错误导致DO输出电路烧坏了,
故写此指导方便现场人员排除故障;
3.2 排查步骤
1、若发现DO输出不受控,首先通过后台查看DO功能定义是否正确。
2、第二步,检查DO输出负载电源是否正常;
3、如果以上两步都没有发现问题,可以通过后台H04组参数改DO逻辑电平选择来控制DO输出,可以用万用表测试DO输出电压是否有变化;如果没有变化代表DO输出硬件电路可能已经失效,进入第4步;
4、拆开机器外壳,取出控制板,检测DO电路如果发现有下图1元器件烧坏,代表现场DO电路很有可能接线错误;
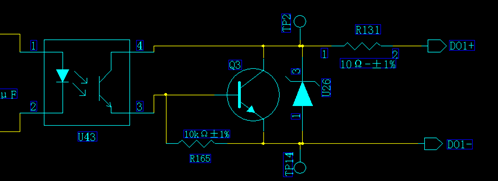
图1 DO负载接线错误可能会烧坏的几个元器件 R131 U26 Q3
5、接线排查:
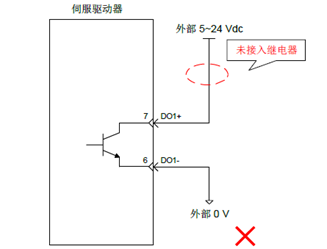
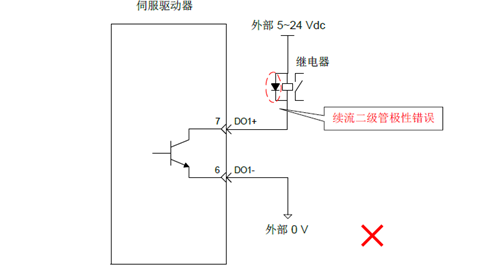
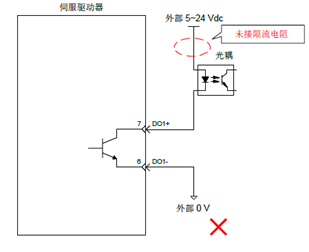
会导致烧坏DO线路的几种接线方式如下图;
负载为继电器的:
负载为光耦的:
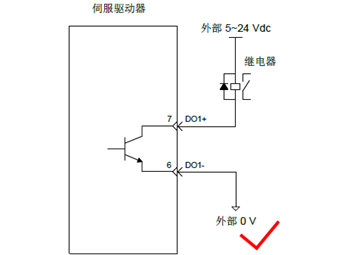
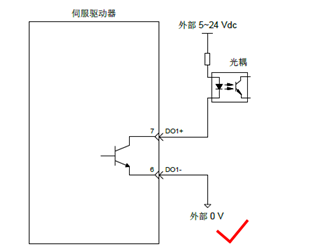
正确的DO接线方式如下图;
负载为继电器的:
负载为光耦的:
4.伺服报警ER740排查维护指导
-
故障现象
现场使用时伺服驱动器报警ER740,无法正常使用。
二、故障原因
ER740为编码器Z信号受到干扰,导致Z信号对应的电角度变化过大。
三、指导客户现场解决办法
确认现场报警Er740情况:
1、确认电机是否正常。确认电机编号H0000设置是否正确,读取H0B10、H0B17是否可以连续变化;若无变化,判断电机是否应用于油污环境,编码器码盘受污染可能导致无反馈。可尝试更换电机做对比测试。
2、确认报警是否来自干扰。首先确认报警ER740条件,是使能时报警还是运行时报警,进入Jog状态时,伺服是否同样报警。同时确认H0B10、H0B17是否可以连续变化。此时,干扰导致报警Er740概率增大。报警Er740子故障码确认表格如下所示:

3、干扰导致报警Er740的改善方向:
A、确认设备接地状况。
1.查看驱动器底部金属外壳与机柜是否可靠搭接。比如机柜的背板是否带油漆。最好机柜背板无油漆,驱动器散热器可以完整贴合背板。同样检查电机与机床的搭接情况。
2.查看机柜与电网的接地情况。比如电网的输入PE线是否连接到机柜的接地排子。再查看机柜与机床两者的搭接状态,如果搭接不好,可用尽量短和粗的导线将两者相连。
3.编码器屏蔽层两端接地情况确认。比如检查靠近驱动器一侧的编码器屏蔽层是否接到编码器的外壳端子。
B、确认现场机柜编码器线和动力线布线情况。
1.编码器线和动力线尽量平行走线,两者间距最好有5cm以上,避免缠绕;
2.编码器线是否为我司认证品牌,是否满足双绞、屏蔽层要求;
3.编码器线阻抗是否偏大,电机端测量电压不低于4.75V,认为阻值正常;
C、施加简单措施。在靠近电机侧编码器线加绕磁环或者在UVW端加绕磁环,注意不要将PE线绕磁环;
D、现场编码器线较长场合,确认编码器屏蔽层两端对地电压(交流档测试)是否有电压差,若有,可尝试单端接地方式。
二、InoServoShop应用
1.后台程序烧写配方文件失败问题市场应用指导
1.1 故障现象
现场烧录客户配方文件时,后台软件显示写入失败。
1.2 故障原因
客户配方中配置DI5为使能信号,高电平有效,写入后,驱动器进入使能状况。配方中其余功能码有的为停机修改(如H0517),就会写入失败。出现以上原因。
1.3 现场解决办法
当客户配方文件含伺服使能信号设置时,可配合后台软件紧急停车按钮,烧录配方文件。

图3 紧急停车按钮
点击紧急停车按钮后,烧录客户配方文件,结束后显示参数烧录完成,断电上电,驱动器可正常使用。
三、电机
1.23位电机重新上电位置跳变问题市场应用指导
1.1问题背景
23位电机应用过程中,当客户系统重新下电后,出现上位机该置零的绝对坐标有偏差数值,譬如丹阳品上终端出现的案例,当客户系统重新上电后本应该为0的X坐标却有数值,如下图。
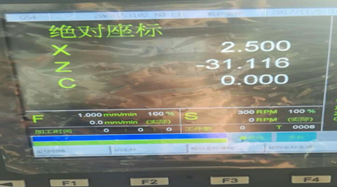
1.2、故障原因
客户系统程序存在BUG,导致每次系统重新上电后,绝对坐标值无法清零。
1.3、排查措施
1. 确认电机是什么编码器
(1) 查看电机铭牌,Motor Code的型号,如果是23位电机,该数值为14101或14000E;
(2)现场若由于电机安装位置而无法观察到铭牌,可通过伺服驱动器查看,如果是23位电机,伺服功能码H00-00为14101。
2. 初步定位导致故障现象的源头
(1)在系统上电条件下,记录上位机当前显示值,同时查看并记录伺服驱动器H0B-70(编码器多圈数据)、H0B-71(编码器单圈位置数据);
(2)保持机械不动作或者将电机脱离负载(空轴状态)前提下,重新上电,记录上位机当前显示值,同时查看并记录伺服驱动器H0B-70(编码器多圈数据)、H0B-71(编码器单圈位置数据);
(3)对比上电前后,上位机显示值的变化量A,以及H0B-70/71的变化量B:
a、如果变化量A与变化量B的数值相当,则说明该上下电偏差问题由编码器引起;请电话联系公司质量经理或FA工程师。
b、如果变化量A远大于变化量B的数值,则说明该上下电偏差问题由上位机系统引起,与伺服无关,请联系系统工程师排查;
2.电机磁钢角度偏移问题市场应用指导
2.1 适用场合
采用2500线编码器,20位、23位绝对值编码器的伺服电机。
Z系列60、80机座的200W、400W、550W、750W,1000W电机出现该问题的可能性大于其他机种。
温升较高、负载率较高、负载惯量较大并且加减速时间较短的应用场合出现该问题的可能性大于其他场合。
2.2 问题现象
报警ER201、ER234、ER620、ER500都可能与该问题有关,如果同时伴有如下现象:温升、平均负载率及电流反馈值明显高于同工况其他电机,那么发生磁钢偏移的可能性较大。
2.3 排查流程
1. 将电机由机台上拆下,空载时依然有上述现象,则定位为该问题的可能性较高。
2. 首先,对于20位及23位绝对值编码器,通过伺服驱动器读取电机的编码器码盘初始位置偏置,功能码为H00-28(不要读H00-33)。对于2500线编码器,读取H00-33的值。
3. 进行一次角度辨识(H0D-03=1),重新上电后再次读取H00-28的值。
4. 对于2500线电机,辨识前后的结果都应为180°,对于20位及23位绝对值编码器的电机,辨识结果不是固定的值,而是应为一不大于13107的数值(四对极电机不大于16383),两次辨识结果可能略有差别,相差300以内,对电机正常运行无明显影响。
5. 辨识以后重新尝试空载运行,观察故障现象是否复位。
6. 建议将电机的条码与角度辨识前后的结果告知研发人员(产品经理、质量经理或FA工程师),FA工程师会根据排查结果给出进一步建议。
3.伺服拖链线缆接触不良问题市场应用指导
3.1问题现象
数控机床,自动化产线,机器人等场合,伺服系统的动力线及编码器线布设于拖链当中,拖链随运动机构往复移动。电机在正常运行一段时间后,伺服报警ER740,通过重新上电、机械回零等手段可以暂时消除故障。但仍会不定期发生。
3.2排查流程
1. 首先确定编码器线的连接端子与驱动器的连接牢固可靠,螺钉锁紧。
2. 报警ER740时,查看H0B-28子故障码信息,通过Er740故障查询表进行查询。
3. 观察H0B-10参数,手动缓慢旋转电机转轴,观察显示角度,多数情况下,电机转轴旋转一周,应出现5次重复的0°至359度的过程。
4. 更换各部件做交叉验证。建议更换的顺序为:线缆→电机→驱动器。
5. 问题线缆可通过万用表测量其电阻值以确定是否的确断线,不同线芯的电阻值应该近似相等,手动弯折线缆,电阻变化范围应不超过30%。
3.3 拖链电缆布设规范
1. 拖链内安装的电缆和气管等各类单元,建议总的体积应不超过拖链内部空间的50%。无论如何,不要超过拖链体积的80%。过大的体积将导致拖链的负荷加重,从而在移动过程中产生更大的动量,使得电缆单元碰撞摩擦时更加剧烈,从而使得拖链的使用寿命发生极大的减少,同时由于内部空间的减小,各单元之间碰撞的几率更大,并且由于质量增加而带来的更大的动量,发生磨损而导致失效的可能性更高。
2.拖链中各种电缆应该分开布线,并且以去应力元件(梳状板、分隔片或卡扣夹)分隔。采取这一措施的主要目的是对电缆位置进行固定,确保拖链在移动的时候各条线缆不会发生相对错动,以及相对于拖链的错动。这种错动及其带来的碰撞摩擦是拖链电缆损坏失效的主要原因。特别是当同一条拖链当中存在不同材质的线缆的时候,更应注意尽量分开。

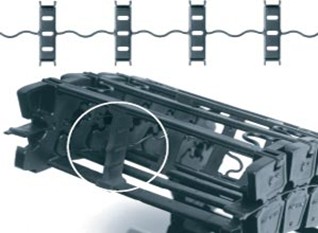

图1 拖链中的去应力分隔片
3.所有安装在拖链内部的单元,在拖链两端都应进行有效的固定,以免电缆单元在拖链移动过程中,发生轴向移动,从而导致电缆本体对电缆引出的连接端子出产生轴向的拉力,使得电缆线束受损。此外如果两端不进行固定,拖链内部电缆可能会发生横向摆动,从而造成弯曲扭转,最终导致失效。
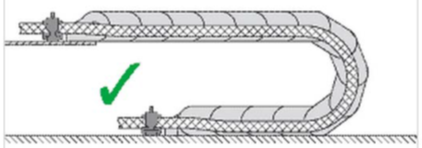
图2 线缆进出拖链位置应固定
4.电缆应平铺于拖链内部,并保持各线缆之间平行无纠缠。配线时应确保电缆处于笔直状态,不能有扭曲,各根线缆之间不应有交叠缠绕。




图3 拖链线缆布设举例
5.拖链的弯曲半径应大于线缆厂商规格书中的要求,一般来说应保证至少达到拖链中最粗的线缆的6倍外径,建议达到10倍以上。
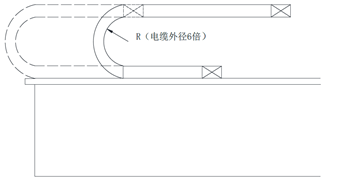
图4 拖链弯曲半径大于6倍线缆外径
6. 在拖链内部的电缆应均匀安装,安装长度应调整到合适的值,判断依据为线缆可以在拖链内弯曲处运动自如,不会发生紧贴拖链内壁或外壁的现象。

图5 拖链弯曲处电缆的布设方式
四、编码器
转载请注明:燕骏博客 » 汇川技术伺服驱动器应用笔记
赞赏作者 微信赞赏
微信赞赏 支付宝赞赏
支付宝赞赏