项目简介
最近在一个客户现场搞熔边机项目,涉及到收放卷工艺的卷径计算,同时张力控制使用的是摆杆,然后通过PID控制输出辅助转速补偿收卷伺服速度。单一的PID参数不能自动适应卷径变化,如在小卷径200mm下调试整定出的一组PID参数,当收卷卷径大于300mm的时候该组参数就不能稳定...
π³朱子文
7年前 (2018-09-22) 24586℃ 0评论
23喜欢
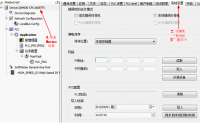
3.4.1.1 系统设置
系统设置如下图所示。
错误时的运行模式
组态错误时停机:组态不一致时CPU是否停止运行,如CPU后的组态IO和实际硬件连接IO不匹配是否停机。
系统错误时停机:出现系统错误时CPU是否停止运行,如中断错误、堆栈溢...
π³朱子文
7年前 (2018-09-14) 19825℃ 0评论
5喜欢
3.1 设备树结构
AM600 CPU 的设备树结构如下图,图中的虚线分支是可选的。
具体的AM600设备树如下图。
AM600 CPU设备树包含诊断、网络组态和硬件组态、编程模块、高速IO、普通IO、Ethercat总线、Modbus总线(支持两个Modbus串...
π³朱子文
7年前 (2018-09-14) 16684℃ 0评论
6喜欢
# 1 软件安装
软件使用平台是InoProshop,这个软件是汇川技术自己基于codesys平台二次开发的。
## 1.1 InoPro简介
InoPro是用于对AM600全系列PLC产品进行配置和编程的标准软件。InoPro基于CoDeSys V3(简称CoDeSys...
π³朱子文
7年前 (2018-09-12) 26462℃ 0评论
5喜欢
H3U 温度控制 PID 指令使用说明
1.1. PID:PID 运算
概要
完成 PID 运算,用于闭环控制系统参数的控制。
PID S...
π³朱子文
7年前 (2018-09-11) 18266℃ 0评论
11喜欢
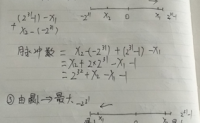
边沿检测指令用来检测BOOL 信号的上升沿(信号由0—->1)和下降沿(信号由1—->0)的
变化,如图6.x 所示。在每个扫描周期中把信号状态和它在前一个扫描周期的状态进行比较,若
同则表明有一个跳变沿。因此,前一个周期里的信号状态必须被存储...
π³朱子文
7年前 (2018-09-08) 20612℃ 0评论
7喜欢
1.卷径计算会出现很大或者很小的值
HMI设置的线速度较大,系统刚运行时,伺服反馈的转速较小,此时计算出来的卷径就会很大,在断料时,伺服转速很快,此时计算出来的卷径就会很小。这里我们考虑到系统的稳定性,同时考虑到系统的实际使用情况,我们将计算出的卷径上下限进行限制,我...
π³朱子文
7年前 (2018-09-02) 4563℃ 0评论
2喜欢
1.main函数
1.系统初始化
本项目作者: 汇川技术 初始化
D0 = 0 初始正常状态-按下停止按钮
D0 = 1 急停停机状态
D0 = 2 断料停机状态
D0 = 3 伺服故障停机状态
D0 = 8 系统正常运行状态-按下启动按钮
这里D0在程序中代表着设备的...
π³朱子文
7年前 (2018-09-01) 5570℃ 0评论
9喜欢
运行界面,贴合模式下,可以进行米数的显示,贴合速度的显示.当运行按钮按下之后,是不能进行模式切换的,而且不能进行点进或者点退.
在运行状态下,各个轴是不能进行使能或者断使能的.这是出于系统安全性的考虑.气缸必须是在点击气缸开启,并且在系统运行后才会起作用.
裁切模式下,...
π³朱子文
7年前 (2018-09-01) 5222℃ 0评论
5喜欢
本项目使用的PLC是汇川技术H3U小型PLC.PLC程序执行的顺序如下:
1.D元件掉电保持
2.M元件掉电保持
3.C计数器掉电保持
4.T定时器掉电保持
转载请注明:燕骏博客 » 贴合机裁切机项目总结之8:PLC中掉电保持元件DMCT...
π³朱子文
7年前 (2018-09-01) 3962℃ 0评论
2喜欢
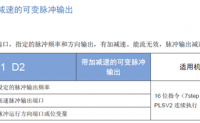
1.发脉冲指令
根据工艺需求,这里我们使用的带加减速的可变脉冲输出指令PLSV2,不带加减速的指令是PLSV.在贴合模式下,就是一直发脉冲即可.根据旋钮电位器调节的速度,以及相关的参数转换成发脉冲的频率,即可实现要求的速度.
这里需要注意以下几点:16位输出频率范围最小...
π³朱子文
7年前 (2018-09-01) 5188℃ 0评论
3喜欢
贴合机裁切机项目总结之6:收放卷恒张力控制卷径计算等工艺算法介绍
1.卷径计算
转动情况下,根据转矩公式T = F*r,可以知道如果我们的力不变。那么我们的T和r是正相关的,在收放卷工艺中卷径是实时变化的,所以我们要计算出实时变化的卷径,然后才能间接的计算出实时的转矩。这个项目中...
π³朱子文
7年前 (2018-09-01) 29432℃ 0评论
44喜欢
贴合机裁切机项目总结之5:canlink配置
0.注意事项
Canlink发送数据是有一定的极限的,如果发送的数据较多的情况下,我们建议使用事件M元件触发canlink数据发送,而不是通过时间来一直发送。时间发送的话,对于实时性要求不高的数据,我们建议设置50ms甚至100ms或...
π³朱子文
7年前 (2018-08-31) 4564℃ 0评论
5喜欢
贴合机裁切机项目总结之4:伺服参数配置
1.收放卷转矩轴
汇川IS620P伺服,RS485转USB通信线连接电脑后,可以打开汇川技术的InoservoShop连接上伺服之后,就能通过上位机调试设备了.IS620P伺服,调试线是网口的插到CN3或者CN4上即可.
1.基本控制参数H...
π³朱子文
7年前 (2018-08-31) 6484℃ 0评论
3喜欢